Most chemical waste of mineral origin obtained by industrialists (or during practical work sessions) consist of more or less concentrated aqueous solutions that may contain various chemical species (acids, bases, oxidants, reducing agents, heavy metal compounds ...)
The main purpose of the treatment of this waste is to recover, on the one hand the polluting chemical species in the form of precipitates, on the other hand an aqueous phase containing only very little chemical or non-polluting species.
The precipitates (sludge) containing the polluting chemical species can then be entrusted to a specialized company and the aqueous phase not containing an environmentally harmful chemical species can be discharged to the sewer after adjustment of its pH (between 5, 5 and 8.5).
The treatment has a double advantage because it simultaneously reduces the risk of chemical pollution and reduces the amount of material to be entrusted to a specialized company, which has the effect of reducing the cost of chemical waste management.
The reagents used in waste treatment are sodium hydroxide, hydrochloric acid, sodium hydrogen sulphite, iron (II) sulphate, and lime.
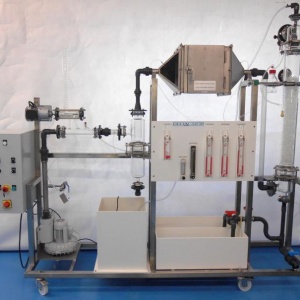
The TE950CR pilot allows both students to perform lab work on a semi-industrial unit and to process waste generated by the lab.
Option 1: pH regulation, reactor 1 (highly recommended for the treatment of all types of chemical waste, neutralization step)
1 tank pH control 1 (pH probe, converter, self-adapting regulator, 2 solid state relays)
2 dosing pumps
Option 2: Redox regulation, reactor 1 (necessary for oxidative waste treatment)
1 redox potential control tank 1 (redox probe, converter, static relay, self-adaptive controller)
1 dosing pump
Option 3: pH regulation, reactor 2 (necessary for dilution water discharge)
1 pH regulator for tank 2 (pH probe, converter, self-adapting regulator, 1 solid state relay)
1 cylindrical tank with flat bottom
1 peristaltic pump
1 magnetic stirrer
1 peristaltic pump control (variable speed controllers controlled by potentiometers)
Option 4: pH measurement, decanter (optional)
1 pH measurement (pH probe, converter, display)
Option 5: Sludge recycling (optional)
1 peristaltic pump
1 peristaltic pump control (variable speed controllers controlled by potentiometers)
Option 6: Indicator display and touch screen controller control (depending on the options selected) (optional)
Industrial Supervisor, local display on touch screen, with real-time process visualization, data acquisition and remote control of instrumentation on Windows®:
PH regulator of the communicating neutralization reactor.
Redox potential regulator of the communicating neutralization reactor.
PH regulator of the communicating precipitation reactor.
Digital pH indicator of the communicating clarifier.
Synoptic refreshed in real time of all measurements and control loops.
Acquisition of the main parameters of all indicators and regulators and instructions
Operator parameter changes in real time for all indicators and regulators.
Real-time trend screen of all indicators and regulators.
Historical trend screen of all indicators and regulators.
List of alarms recorded by the supervisor.
Transfer of the main parameters of all the indicators and controllers as an Excel® spreadsheet file.
Option 7: Remote supervision (optional)
RS485 / Ethernet converter
Custom supervision software

 Print / download the product sheet
Print / download the product sheet