La mayoría de los desechos químicos de origen mineral obtenidos por los industriales (o durante las sesiones de trabajo práctico) consisten en soluciones acuosas más o menos concentradas que pueden contener diversas especies químicas (ácidos, bases, oxidantes, agentes reductores, compuestos de metales pesados). ...)
El objetivo principal del tratamiento de este desecho es recuperar, por una parte, las especies químicas contaminantes en forma de precipitados, por otra parte, una fase acuosa que contiene muy pocas especies químicas o no contaminantes.
Los precipitados (lodo) que contienen las especies químicas contaminantes pueden confiarse luego a una empresa especializada y la fase acuosa que no contiene una especie química nociva para el medio ambiente se puede descargar a la red de alcantarillado después del ajuste de su pH (entre 5 y 5). 5 y 8.5).
El tratamiento tiene una doble ventaja porque reduce simultáneamente el riesgo de contaminación química y reduce la cantidad de material que se confiará a una empresa especializada, lo que tiene el efecto de reducir el costo de la gestión de desechos químicos.
Los reactivos utilizados en el tratamiento de residuos son hidróxido de sodio, ácido clorhídrico, hidrogenosulfito de sodio, sulfato de hierro (II) y cal.
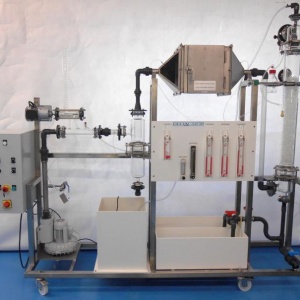
El piloto TE950CR permite a los estudiantes realizar labores de laboratorio en una unidad semiindustrial y procesar los residuos generados por el laboratorio.
Opción 1: regulación del pH, reactor 1 (muy recomendado para el tratamiento de todo tipo de desechos químicos, etapa de neutralización)
1 tanque de control de pH 1 (sonda de pH, convertidor, regulador autoajustable, 2 relés de estado sólido)
2 bombas dosificadoras
Opción 2: Regulación redox, reactor 1 (necesario para el tratamiento de desechos oxidativos)
1 tanque de control de potencial redox 1 (sonda redox, convertidor, relé estático, controlador autoadaptable)
1 bomba dosificadora
Opción 3: regulación del pH, reactor 2 (necesario para la descarga del agua de dilución)
1 regulador de pH para el tanque 2 (sonda de pH, convertidor, regulador autoadaptable, 1 relé de estado sólido)
1 tanque cilíndrico con fondo plano
1 bomba peristáltica
1 agitador magnético
1 control de bomba peristáltica (controladores de velocidad variable controlados por potenciómetros)
Opción 4: medición de pH, decantador (opcional)
1 medición de pH (sonda de pH, convertidor, pantalla)
Opción 5: reciclaje de lodos (opcional)
1 bomba peristáltica
1 control de bomba peristáltica (controladores de velocidad variable controlados por potenciómetros)
Opción 6: visualización del indicador y control del controlador de la pantalla táctil (según las opciones seleccionadas) (opcional)
Supervisor industrial, pantalla local en la pantalla táctil, con visualización de procesos en tiempo real, adquisición de datos y control remoto de instrumentación en Windows®:
Regulador PH del reactor de neutralización comunicante.
Regulador de potencial redox del reactor de neutralización comunicante.
Regulador de PH del reactor de precipitación comunicante.
Indicador de pH digital del clarificador comunicante.
Sinóptico actualizado en tiempo real de todas las mediciones y bucles de control.
Adquisición de los parámetros principales de todos los indicadores y reguladores e instrucciones
El parámetro del operador cambia en tiempo real para todos los indicadores y reguladores.
Pantalla de tendencia en tiempo real de todos los indicadores y reguladores.
Pantalla de tendencia histórica de todos los indicadores y reguladores.
Lista de alarmas registradas por el supervisor.
Transferencia de los parámetros principales de todos los indicadores y controladores como archivo de hoja de cálculo de Excel®.
Opción 7: supervisión remota (opcional)
Convertidor RS485 / Ethernet
Software de supervisión personalizado