La plupart des déchets chimiques d'origine minérale obtenus par les industriels (ou lors des séances de travaux pratiques) sont constitués de solutions aqueuses plus ou moins concentrées pouvant contenir des espèces chimiques variées (acides, bases, oxydants, réducteurs, composés de métaux lourds...)
Description technique :
L'objectif essentiel du traitement de ces déchets est de pouvoir récupérer, d'une part les espèces chimiques polluantes sous forme de précipités, d'autre part une phase aqueuse ne contenant que des espèces chimiques très peu ou non polluantes.
Les précipités (boues) contenant les espèces chimiques polluantes peuvent ensuite être confiés à une société spécialisée et la phase aqueuse ne contenant pas d'espèce chimique nuisible à l'environnement peut être rejetée à l'égout après ajustage de son pH (entre 5,5 et 8,5).
Le traitement présente un double avantage car il permet simultanément la réduction des risques de pollution chimique et la réduction des quantités de matière à confier à une société spécialisée, ce qui a pour conséquence de réduire le coût de la gestion des déchets chimiques.
Les réactifs utilisés lors du traitement des déchets sont la soude, l'acide chlorhydrique, l'hydrogénosulfite de sodium, le sulfate de fer (II), et la chaux.
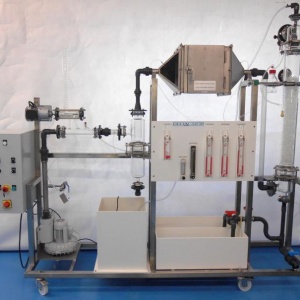
Le pilote TE950CR permet à la fois aux étudiants d'effectuer des travaux pratiques sur une unité semi-industrielle et de traiter les déchets produits par le laboratoire.
- 2 cuves cylindro-coniques
- 1 décanteur cylindro-conique
- 1 pompe doseuse
- 2 agitateurs à courant continu
- 1 châssis acier inoxydable monté sur roulettes
- 1 débitmètre à flotteur
- 2 commandes vitesse d'agitation (variateur de fréquence et potentiomètre).
Options :
Option 1 : Régulation de pH, réacteur 1 (fortement recommandée pour le traitement de tout type de déchets chimques, étape de neutralisation)
1 régulation de pH cuve 1 (sonde pH, convertisseur, régulateur autoadaptatif, 2 relais statiques)
2 pompes doseuses
Option 2 : Régulation Rédox, réacteur 1 (nécessaire pour traitement des déchets oxydants)
1 régulation de potentiel redox cuve 1 (sonde redox, convertisseur, relais statique, régulateur autoadaptatif)
1 pompe doseuse
Option 3 : Régulation pH, réacteur 2 (nécessaire pour le rejet des eaux de dilution)
1 régulateur de pH pour cuve 2 (sonde pH, convertisseur, régulateur autoadaptatif, 1 relais statique)
1 cuve cylindrique à fond plat
1 pompe péristaltique
1 agitateur magnétique
1 commande pompe péristaltique (variateurs de vitesse commandés par potentiomètres)
Option 4 : Mesure de pH, décanteur (facultatif)
1 mesure de pH (sonde pH, convertisseur, afficheur)
Option 5 : Recyclage des boues (facultatif)
1 pompe péristaltique
1 commande pompe péristaltique (variateurs de vitesse commandés par potentiomètres)
Option 6 : Affichage des indicateurs et commande des régulateurs sur écran tactile (selon les options choisies) (facultatif)
Superviseur industriel, affichage local sur écran tactile, avec visualisation du procédé en temps réel, acquisition des données et contrôle de l'instrumentation à distance sous Windows® :
Régulateur de pH du réacteur de neutralisation communicant.
Régulateur de potentiel Rédox du réacteur de neutralisation communicant.
Régulateur de pH du réacteur de précipitation communicant.
Indicateur numérique de pH du décanteur communicant.
Synoptique rafraîchi en temps réel de toutes les mesures et de toutes les boucles de régulation.
Acquisition des paramètres principaux de tous les indicateurs et régulateurs et consignes
Modifications des paramètres opérateurs en temps réel de tous les indicateurs et régulateurs.
Ecran de tendance en temps réel de tous les indicateurs et régulateurs.
Ecran de tendance historique de tous les indicateurs et régulateurs.
Liste des alarmes enregistrées par le superviseur.
Transfert des paramètres principaux de tous les indicateurs et régulateurs sous forme de fichier tableur type Excel®.
Option 7 : Supervision à distance (facultatif)
Convertisseur RS485/Ethernet
Logiciel de supervision sur mesure
DEMANDER UN DEVIS POUR CETTE MACHINE

 Imprimer/t�l�charger la fiche produit
Imprimer/t�l�charger la fiche produit